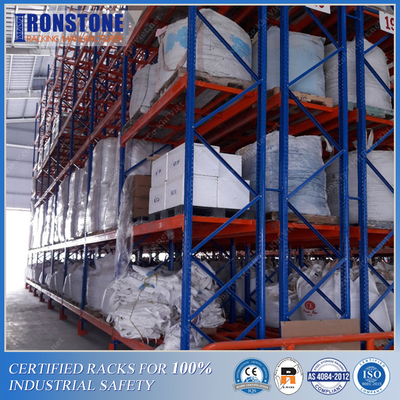
CE Certificated Warehouse Storage Heavy Duty Drive In Pallet Racking System
Drive-in pallet racks are similar to previous systems in that the pallet positioning beams are replaced with short arms that act as support members for pallet tracks that reach from the front to the back of the application. Drive-in pallet racks, which are mostly used for slow-moving products, are the ideal choice for keeping relatively small collections or seasonal items that may be stored for an extended length of time. Pallets are stored in a block system, and one operating channel typically serves two blocks.
The first pallet in is the final pallet out unless the pallet is deployed by a drive from the racking system, in which case the pallet can be accessed from either side. Drive-in shelving systems are popular because they can be readily installed with their backs to the wall, removing the need for a rear aisle, which can save a significant amount of aisle area.
Because they do not require completely supported brackets or three-post beams/supports, self-driving systems are often less expensive. There is also reduced risk because the technology provides a more uniform system for forklift operators.
| Type | Warehouse drive-in pallet racking system |
| Color | RAL color system, customized |
| Load Capacity | Customized load ranged from 1000kg-2000kg per pallet |
| Material | Roll-formed steel with high quality |
| Working principle | First in-Last out(FILO) |
| Standard accessories | Safety protectors, bolts, nuts, safety pin |
| Component | Upright frame(upright, horizontal bracing, diagonal bracing), beams, pallet rails |
![]()
Some industries that drive-through pallet rack systems are ideal include: