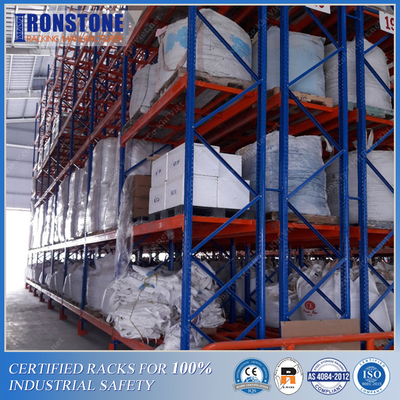


Drive-in shelves are also known as through shelves and corridor shelves. Through shelves can be used for forklift truck into the aisle access to the goods, suitable for small varieties, and large types of goods storage. Because the forklift needs to enter the shelves to access goods, it is usually recommended not more than 7 cargo space depth.
In order to improve the operation speed of the forklift, the guide track can be configured according to the actual needs. Compared with the beam shelf, the storage space utilization rate of the Drive-in Pallet Rack can be improved by more than 30%, which is the shelf with the highest storage efficiency.
This shelf is widely used in wholesale, cold storage and food, and tobacco industry. Such shelves have almost twice the storage capacity in the same space than the usual H-beam shelves because the roadway between the shelves is eliminated and the shelves are combined to allow the same floor,the same column of goods to follow each other, to maximize capacity utilization.
![]()
Details of Drive-in and Drive-through Racks
| Name | Drive in and drive through pallet rack system |
| Color | Following RAL color system, customized color are available |
| Loading weight | 1000kg-2000kg per pallet, customized load capacity |
| Material | Cold-rolled steel or structural steel |
| Characteristic | First in-Last out(FILO) for drive in, FILO and FIFO for drive-through |
| Standard accessories | Safety protectors, bolts, nuts, safety pin |
| Components | Upright frame(upright, horizontal bracing, diagonal bracing), beams, pallet rails |
Features and Advantages of Drive-in Pallet Rack
►On the support guide rail, the pallets are stored in-depth, one after one, which makes high-density storage possible.
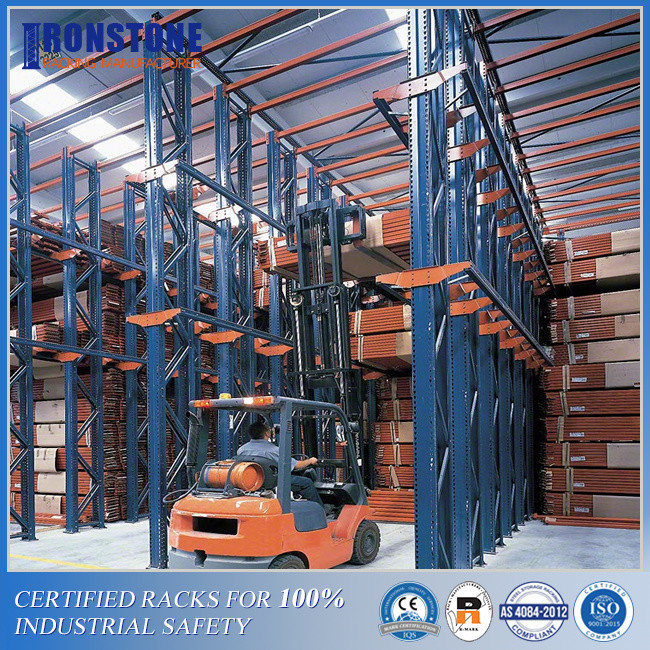
►Goods access and exit from the same side of the shelf, save first and then take it, after saving first take, balance heavy and forward forklift can easily drive into the middle of the shelf to access the goods, without occupying multiple channels, suitable for most handling machinery storage and transportation operations.
►This kind of shelf is suitable for storing large quantities and small varieties of goods. The bull leg and cow leg shelf of the drive-in shelf all adopt the overall stamping / rolling technology, with strong carrying capacity and beautiful appearance of goods.
►The incoming shelves can reach the maximum storage density, the height of 10 meters, the effective utilization rate of space can be increased to 90%, and the site area utilization rate can reach more than 60%.
Application
Drive-in shelf is a kind of continuous integral shelf. Compared with pallet shelf, warehouse utilization rate can reach about 90%, and warehouse utilization rate can be increased by more than 30%, which is the shelf with the highest storage efficiency. On the support rails, the trays are stored in depth, one after one.
The investment cost is relatively low, suitable for a large horizontal size, fewer varieties, more quantity, commonly used to store a large number of the same type of goods, due to its high storage density of the ground space utilization rate, often used in cold storage, food, tobacco and other storage space cost is high warehouse.
![]()
Attention
1. The stability of the drive-in shelf system is relatively weak among all kinds of shelves, so the shelves should not be too high, generally within 10m. In addition, the system also needs to be added with a solid device.
2. This system has dense shelves and extremely high space utilization rate. It is suitable for storing a small number of varieties and large quantities of goods of the same type. The goods can be stored and withdrawn from the same side or removed from one side to the other side.
3. Because the drive-in shelf requires the forklift into the shelf to access the goods, so the safety of personnel needs special attention.
4. Single support cargo should not be too large or too heavy, usually the weight is controlled within 1500KG, and the pallet span should not be greater than 1.5 meters. Often equipped with forklift for the forward battery forklift or counterbalance heavy battery forklift.
5. The through shelf is fully connected and assembled structure, the column is prefabricated structure, the total depth of the wall area is generally controlled within 5 tray depth, the total depth of the shelf on both sides is generally controlled within 10 tray depth, in order to improve the efficiency and reliability of forklift access.
Design Specification for Warehouse Solution of Drive-in Racking System:
1). Dimensions of pallet & goods: Length× Width× Height;
2). Total weight of goods (including pallet);
3). Forklift maximum lifting height & net usable height in the warehouse;
4). Forklift model & parameters;
5). Direction and requirements for goods moving in and out;
6). Building conditions of storage area in the warehouse;