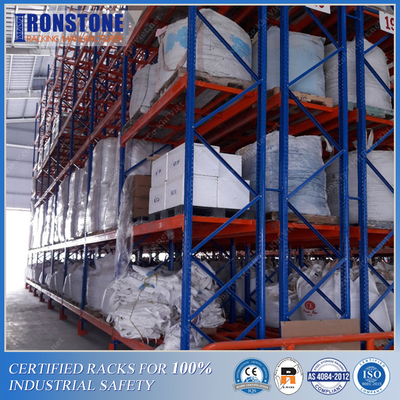
Industrial Heavy Duty Drive In Pallet Racking System for Deep Storage of Loads
Drive-In racking is one of the most commonly used heavy-duty racking. The system is suitable for warehouses where large quantities of homogeneous goods need to be stored. It is a storage solution with an extremely high density.
The amount of goods stored is increased by minimizing aisle space, so forklift trucks enter the racks directly for loading and unloading. Each level has rails to guide and place the pallets within the system. drive In racking is designed for warehouse use with pallets of only one size. This system uses Last In First Out (LIFO).
![]()
|
Name |
Drive-in pallet rack system |
|
Color |
RAL color system, customized |
|
Loading Weight |
1000kg-2000kg per pallet, customized |
|
Material |
Cold-rolled Steel |
|
Characteristic |
First in-Last out(FILO) |
|
Standard accessories |
Safety protectors, bolts, nuts, safety pin |
|
Components |
Upright frame(upright, horizontal bracing, diagonal bracing), beams, pallet rails |
Structure of Drive-In Pallet Racking System:
Drive-In pallet racking includes 8 basic components:
Advantages of Drive-in Pallet Racking System:
This storage system is ideal for storing goods that are not perishable because it is designed to accommodate a large number of pallets of the same reference. Its design allows for maximum utilization of height and space as the working aisle is significantly reduced compared to a conventional pallet rack installation.
In addition, lanes in the drive-in racking system are equipped with forklift rails to facilitate forklift access and avoid accidental collisions that could damage the integrity of the construction.
![]()
Limitations for Drive-in Pallet Racking System:
Cases When Drive-in Pallet Racking System is Suitable: